

ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲଚୀନ୍ରେ ନିର୍ମାତା, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ପ୍ଲେଟ୍/ସିଟ୍ ଷ୍ଟକହୋଲ୍ଡର୍, SS କଏଲ/ଷ୍ଟ୍ରିପ୍ ରପ୍ତାନିକାରୀ।
ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ପ୍ରାରମ୍ଭିକ ଭାବରେ ସ୍ଲାବରେ ଉତ୍ପାଦିତ ହୁଏ, ଯାହାକୁ ପରେ ଏକ Z ମିଲ୍ ବ୍ୟବହାର କରି ଏକ ରୂପାନ୍ତର ପ୍ରକ୍ରିୟା ମାଧ୍ୟମରେ ରଖାଯାଏ, ଯାହା ଆହୁରି ରୋଲିଂ କରିବା ପୂର୍ବରୁ ସ୍ଲାବକୁ କଏଲରେ ରୂପାନ୍ତରିତ କରେ। ଏହି ପ୍ରଶସ୍ତ କଏଲଗୁଡ଼ିକ ସାଧାରଣତଃ ପ୍ରାୟ 1250mm (କେତେବେଳେ ଟିକିଏ ଚଉଡା) ରେ ତିଆରି କରାଯାଏ ଏବଂ 'ମିଲ୍ ଏଜ୍ କଏଲ' ଭାବରେ ଜଣାଶୁଣା।
ଏହି ଚଉଡା କଏଲଗୁଡ଼ିକୁ ସ୍ଲିଟିଂ ଭଳି ବିଭିନ୍ନ ପ୍ରକାରର ଉତ୍ପାଦନ କୌଶଳ ବ୍ୟବହାର କରି ଆହୁରି ପ୍ରକ୍ରିୟାକରଣ କରାଯାଏ, ଯେଉଁଠାରେ ଚଉଡା କଏଲକୁ ଅନେକ ସୂତ୍ରରେ ଚିରାଯାଇଥାଏ; ଏହିଠାରେ ଅଧିକାଂଶ
ଶବ୍ଦାବଳୀ ବିଷୟରେ ଦ୍ୱନ୍ଦ୍ୱ ଆସେ। ସ୍ଲିଟିଂ ପରେ,
ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ମଦର କଏଲରୁ ନିଆଯାଇଥିବା କଏଲଗୁଡ଼ିକର ଏକ ବ୍ୟାଚ୍ ଗଠନ କରେ ଏବଂ ଏଗୁଡ଼ିକୁ ଷ୍ଟ୍ରିପ୍ କଏଲ, ସ୍ଲିଟ୍ କଏଲ, ବ୍ୟାଣ୍ଡିଂ କିମ୍ବା କେବଳ ଷ୍ଟ୍ରିପ୍ ସମେତ ଅନେକ ବିଭିନ୍ନ ନାମରେ ଉଲ୍ଲେଖ କରାଯାଏ।
କଏଲଗୁଡ଼ିକୁ କିପରି କ୍ଷତ କରାଯାଏ ତାହା ବିଭିନ୍ନ ନାମ ଦେଇପାରେ। ସବୁଠାରୁ ସାଧାରଣ ପ୍ରକାରକୁ 'ପ୍ୟାନକେକ୍ କଏଲ' କୁହାଯାଏ, ଯାହା ସମତଳ ଭାବରେ ବିଛାଯିବା ସମୟରେ କଏଲ କିପରି ଦେଖାଯାଏ ତାହା ଅନୁସାରେ ନାମିତ ହୋଇଛି; 'ରିବନ୍ କ୍ଷତ' ହେଉଛି ଏହି କଏଲିଂ ପଦ୍ଧତିର ଅନ୍ୟ ଏକ ନାମ।
ଆଉ ଏକ ପ୍ରକାରର ୱାଇଣ୍ଡିଂ ହେଉଛି 'ଟ୍ରାଭର୍ସ' କିମ୍ବା 'ଅସିଲେଟେଡ୍', ଯାହାକୁ 'ବବିନ୍ ଘା' କିମ୍ବା 'ସ୍ପୁଲ୍' ମଧ୍ୟ କୁହାଯାଏ କାରଣ ଏହା କପା ବବିନ୍ ପରି ଦେଖାଯାଏ, କେତେକ ସମୟରେ ଏଗୁଡ଼ିକୁ ପ୍ଲାଷ୍ଟିକ୍ ସ୍ପୁଲ୍ ଉପରେ ଭୌତିକ ଭାବରେ କ୍ଷତ କରାଯାଇପାରିବ। ଏହି ଉପାୟରେ କଏଲ ଉତ୍ପାଦନ କରିବା ଦ୍ୱାରା ବହୁତ ବଡ଼ କଏଲ ଉତ୍ପାଦନ କରାଯାଇପାରିବ, ଯାହା ଫଳରେ ସ୍ଥିରତା ବୃଦ୍ଧି ପାଇଥାଏ ଏବଂ ଉତ୍ପାଦନ ଅମଳ ଭଲ ହୋଇଥାଏ।

କୋଲ୍ଡ ରୋଲ୍ଡ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲ
କୋଠରୀ ତାପମାତ୍ରାରେ କୋଲ୍ଡ ରୋଲିଂ ମିଲ୍ ଦ୍ୱାରା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲକୁ ଘୋଡ଼ାଯାଇଥିଲା। ପାରମ୍ପରିକ ଘନତା 0.1 ମିମି ରୁ 3 ମିମି ଏବଂ ପ୍ରସ୍ଥ 100 ମିମି ରୁ 2000 ମିମି ପର୍ଯ୍ୟନ୍ତ ହୋଇଥାଏ।
କୋଲ୍ଡ-ରୋଲ୍ଡ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲ
ଏହାର ମସୃଣ ପୃଷ୍ଠ, ସମତଳ ପୃଷ୍ଠ, ଉଚ୍ଚ ପରିମାଣ ସଠିକତା ଏବଂ ଭଲ ସୁବିଧା ଅଛି
ଯାନ୍ତ୍ରିକ ଗୁଣ। ଅଧିକାଂଶ ଉତ୍ପାଦ ଗୁଡ଼ାଯାଇଥାଏ ଏବଂ ଆବୃତ ଇସ୍ପାତ ଚାଦରରେ ପ୍ରକ୍ରିୟାକରଣ କରାଯାଇପାରିବ।
କୋଲ୍ଡ ରୋଲ୍ଡ ଷ୍ଟେନଲେସ ଷ୍ଟିଲ କଏଲର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ହେଉଛି ପିକଲିଂ, ସାଧାରଣ ତାପମାତ୍ରା ରୋଲିଂ, ଲୁବ୍ରିକେସନ୍, ଆନିଲିଂ,
ସମତଳୀକରଣ, ସୂକ୍ଷ୍ମ କଟା ଏବଂ ପ୍ୟାକେଜିଂ।
ଗରମ ଘୋଡ଼ାଯାଇଥିବା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲ
ଏହା ୧.୮୦ମିମି-୬.୦୦ମିମି ଘନତା ଏବଂ ୫୦ମିମି-୧୨୦୦ମିମି ପ୍ରସ୍ଥ ସହିତ ଗରମ କଏଲ ମିଲ୍ରେ ତିଆରି। ଗରମ-ରୋଲ୍ ହୋଇଥିବା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ର କମ କଠୋରତା, ସହଜ ପ୍ରକ୍ରିୟାକରଣ ଏବଂ ଭଲ ନମନୀୟତା ସୁବିଧା ରହିଛି। ଏହାର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାଗୁଡ଼ିକ ହେଉଛି ପିକ୍ଲିଂ, ଉଚ୍ଚ ତାପମାତ୍ରା ରୋଲିଂ, ପ୍ରକ୍ରିୟା ଲୁବ୍ରିକେସନ୍, ଆନିଲିଂ, ଲେଭଲିଂ, ଫିନିସିଂ ଏବଂ ପ୍ୟାକେଜିଂ।
କୋଲ୍ଡ-ରୋଲେଡ୍ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲ ଏବଂ ହଟ୍-ରୋଲେଡ୍ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲ ମଧ୍ୟରେ ତିନୋଟି ମୁଖ୍ୟ ପାର୍ଥକ୍ୟ ଅଛି।
ପ୍ରଥମତଃ, ଥଣ୍ଡା-ରୋଲ୍ ହୋଇଥିବା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲର ଶକ୍ତି ଏବଂ ଉତ୍ପାଦନ ଶକ୍ତି ଭଲ, ଏବଂ ଗରମ-ରୋଲ୍ ହୋଇଥିବା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲର ନମନୀୟତା ଏବଂ କଠିନତା ଭଲ। ଦ୍ୱିତୀୟତଃ, ଥଣ୍ଡା-ରୋଲ୍ ହୋଇଥିବା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲର ଘନତା ଅତ୍ୟଧିକ ପତଳା, ଯେତେବେଳେ ଗରମ ରୋଲ୍ ହୋଇଥିବା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲର ଘନତା ଅଧିକ। ଏହା ସହିତ, ଥଣ୍ଡା-ରୋଲ୍ ହୋଇଥିବା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲର ପୃଷ୍ଠ ଗୁଣବତ୍ତା, ଦୃଶ୍ୟ ଏବଂ ପରିମାଣ ସଠିକତା ହଟ-ରୋଲ୍ ହୋଇଥିବା ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କଏଲ ଅପେକ୍ଷା ଭଲ।
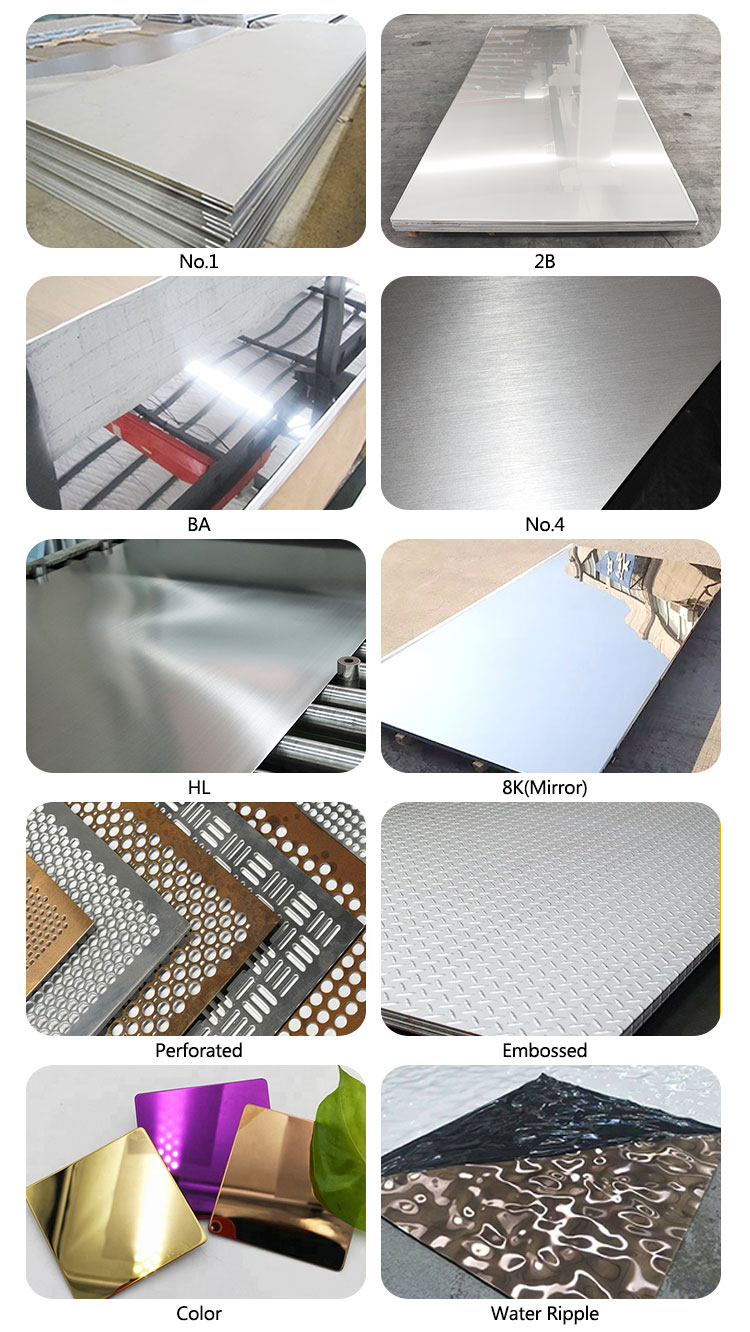
ପୃଷ୍ଠ ଚିକିତ୍ସା
ଆମେ ଆମଦାନୀ କରିଥିବା ଉପକରଣ ଏବଂ ବୃତ୍ତିଗତ ଇଞ୍ଜିନିୟରମାନେ ଅଛନ୍ତି, ଯାହା ଫଳରେ ଆମର ପ୍ରତ୍ୟେକ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ପ୍ଲେଟର ପୃଷ୍ଠ ଗ୍ରାହକଙ୍କ ଆଶାଠାରୁ ବହୁତ ଅଧିକ।
| ପୃଷ୍ଠ | ବୈଶିଷ୍ଟ୍ୟ | ପ୍ରକ୍ରିୟାକରଣ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା |
| ନଂ ୦.୧ | ମୂଳ | ଗରମ ରୋଲିଂ ପରେ ଅଚାରିତ |
| 2D | ବ୍ଲଣ୍ଟ | ହଟ୍ ରୋଲିଂ + ଆନିଲିଂ ସଟ୍ ପିନିଂ ପିକଲିଂ + କୋଲ୍ଡ ରୋଲିଂ + ଆନିଲିଂ ପିକଲିଂ |
| 2B | ବ୍ଲର୍ ହୋଇଛି | ହଟ୍ ରୋଲିଂ + ଆନିଲିଂ ସଟ୍ ପିନିଂ ପିକଲିଂ + କୋଲ୍ଡ ରୋଲିଂ + ଆନିଲିଂ ପିକଲିଂ + ଟେମ୍ପରିଂ ରୋଲିଂ |
| ନଂ୦.୩ | ମ୍ୟାଟ୍ | ୧୦୦-୧୨୦ ମେଶ୍ ଆବ୍ରାସିଭ୍ ସାମଗ୍ରୀ ସହିତ ରୋଲିଂକୁ ପଲିସ୍ ଏବଂ ଟେମ୍ପରିଂ କରିବା |
| ନଂ ୦.୪ | ମ୍ୟାଟ୍ | ୧୫୦-୧୮୦ ମେଶ୍ ଆବ୍ରାସିଭ୍ ସାମଗ୍ରୀ ସହିତ ରୋଲିଂକୁ ପଲିସ୍ ଏବଂ ଟେମ୍ପରିଂ କରିବା |
| ସଂଖ୍ୟା ୨୪୦ | ମ୍ୟାଟ୍ | 240 ମେଶ୍ ଆବ୍ରାସିଭ୍ ସାମଗ୍ରୀ ସହିତ ରୋଲିଂକୁ ପଲିସ୍ ଏବଂ ଟେମ୍ପରିଂ କରିବା |
| ନମ୍ବର ୩୨୦ | ମ୍ୟାଟ୍ | 320 ମେଶ୍ ଆବ୍ରାସିଭ୍ ସାମଗ୍ରୀ ସହିତ ରୋଲିଂକୁ ପଲିସ୍ ଏବଂ ଟେମ୍ପରିଂ କରିବା |
| ନମ୍ବର ୪୦୦ | ମ୍ୟାଟ୍ | ୪୦୦ ମେଶ୍ ଆବ୍ରାସିଭ୍ ସାମଗ୍ରୀ ସହିତ ରୋଲିଂକୁ ପଲିସ୍ ଏବଂ ଟେମ୍ପରିଂ କରିବା |
| HL | ବ୍ରଶ୍ ହୋଇଛି | ଷ୍ଟିଲ୍ ବେଲ୍ଟର ପୃଷ୍ଠକୁ ଉପଯୁକ୍ତ ଗ୍ରାଇଣ୍ଡିଂ ଶସ୍ୟ ଆକାର ସହିତ ଗ୍ରାଇଣ୍ଡିଂ କରନ୍ତୁ ଯାହା ଦ୍ୱାରା ଏହା ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ଅନୁଦୈର୍ଘ୍ୟ ଗଠନ ଦେଖାଇପାରିବ। |
| BA | ଉଜ୍ଜ୍ୱଳ | ପୃଷ୍ଠଟି ଆନିଲ୍ ହୋଇଛି ଏବଂ ଉଚ୍ଚ ପ୍ରତିଫଳନ ଦେଖାଉଛି। |
| 6K | ଦର୍ପଣ | ରଫ୍ ଗ୍ରାଇଣ୍ଡିଂ ଏବଂ ପଲିସ୍ କରିବା |
| 8K | ଦର୍ପଣ | ସୂକ୍ଷ୍ମ ଗ୍ରାଇଣ୍ଡିଂ ଏବଂ ପଲିସ୍ କରିବା |
ପୋଷ୍ଟ ସମୟ: ଏପ୍ରିଲ-୦୭-୨୦୨୩